客戶實測驗證:相對 EPO-TEK 353ND 的光纖用光學膠性能表現
2025-12-29光學膠對光纖接頭的重要性
光纖需與光纖接頭進行黏接,是為了確保光纖穩定對準接頭位置,提升光能傳輸效率且將資料損失降至最低。選用合適的膠黏劑(如環氧膠),可防止光纖位移,同時降低機械應力與溫度變化對傳輸品質的影響。
光纖與接頭如何黏接?
混合
按重量比10:1進行混合。

注入
將混和好的膠水吸入注射器,再注入到光纖接頭內。

組裝
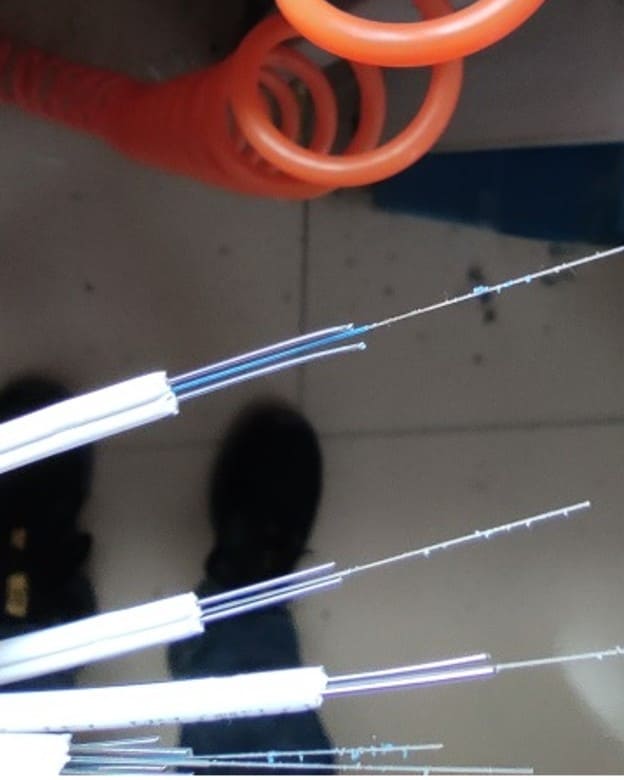
剝去線皮、去除光纖塗層、清洗光纖後插入接頭,最後端部塗膠。


加熱
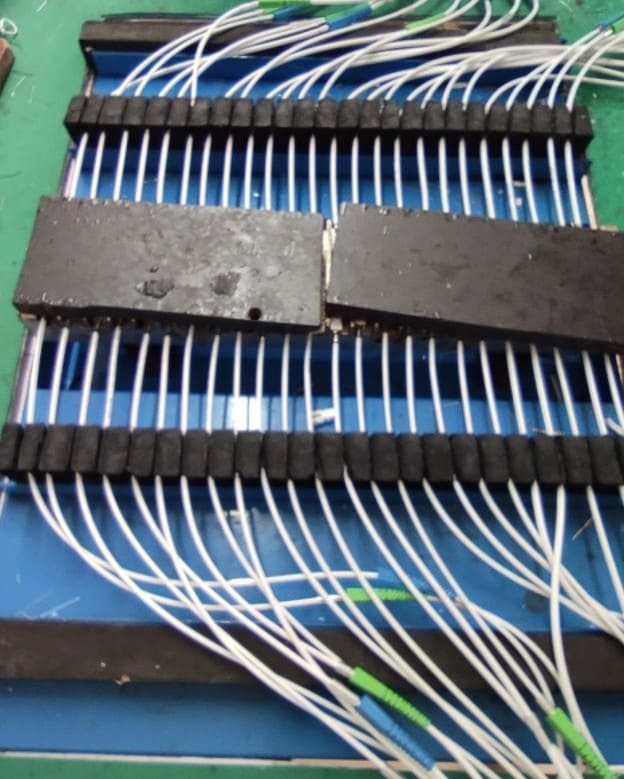
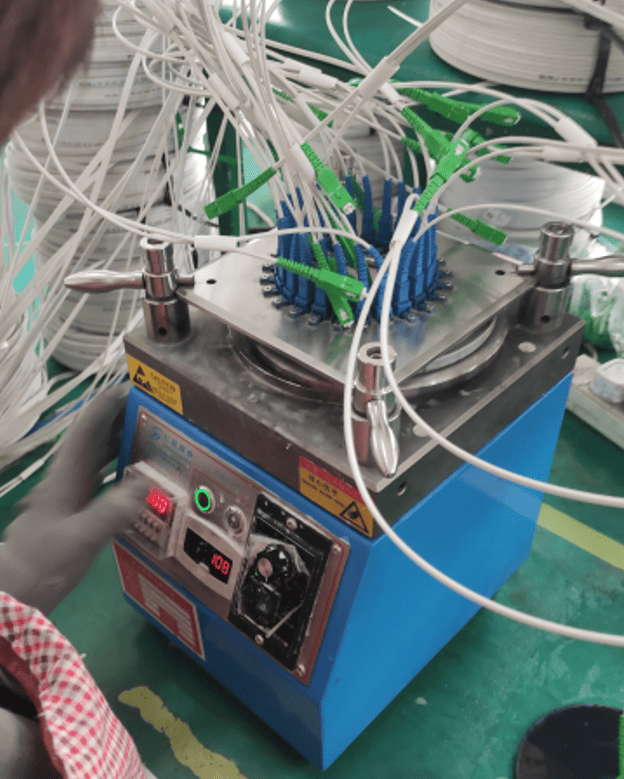
將組裝好的光纖套件放入烘烤爐。145℃烘烤15分鐘或80℃烘烤40分鐘。固化完成後切除尾端。



零件組裝及打磨
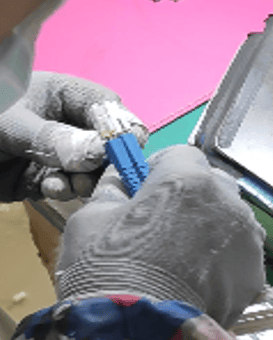
接頭零件組裝後,將光纖裝入打磨機研磨,完成後進行測試。
成品性能測試
參考中國移動通信集團有限公司(China Mobile Communications Group Co.,Ltd.,簡稱中國移動)標準-YD/T 1977.3-2015 光纖第1部分:蝶形光纖。
客戶實測反饋
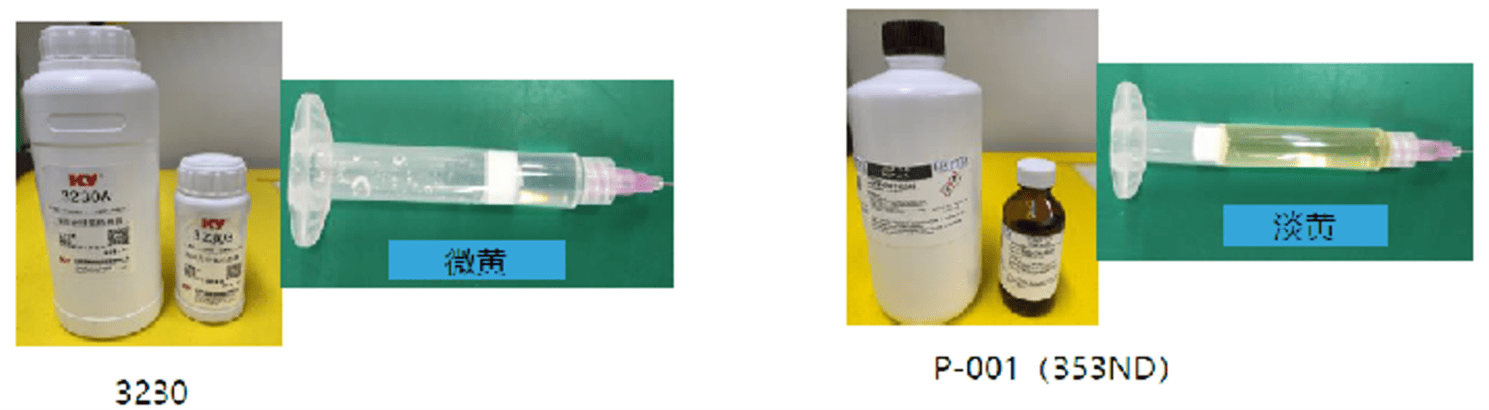
客戶原先使用的光學膠為美國 EPO-TEK® 353ND 雙組分熱固化環氧膠黏劑,其性能與 3230 相近,相關性能比較如下表所示:
| 項目 | 3230 | EPO-TEK 353ND |
|---|---|---|
| 外觀 A | 無色透明液體 | 無色透明液體 |
| 黏度 A (mPa·s @25°C) | 3888 | 3638 |
| 外觀 B | 琥珀色液體 | 琥珀色液體 |
| 黏度 B (mPa·s @25°C) | 156 | 323 |
| 混合比例(品質比) | 10:1 | 10:1 |
| 混合後黏度 (mPa·s @25°C) | 3000 | 3545 |
| 開放時間(小時 @25°C) | 6.5 | 6.5 |
| 推薦固化條件(樣品量:5g) | 40 min @80°C 10 min @100°C 5 min @120°C |
30 min @80°C 10 min @100°C 5 min @120°C |
| 固化後外觀 | 深紅色固體 | 深紅色固體 |
| Tg (°C) | 100 | ≥90 |
| 硬度(邵氏 D) | 85 | 85 |
| 剪切強度 (MPa,鋁片/鋁片) | 15.85 | 15.76 |
| 剪切強度(250°C 老化 2 天) (MPa,鋁片/鋁片) |
12.51 | 11.69 |
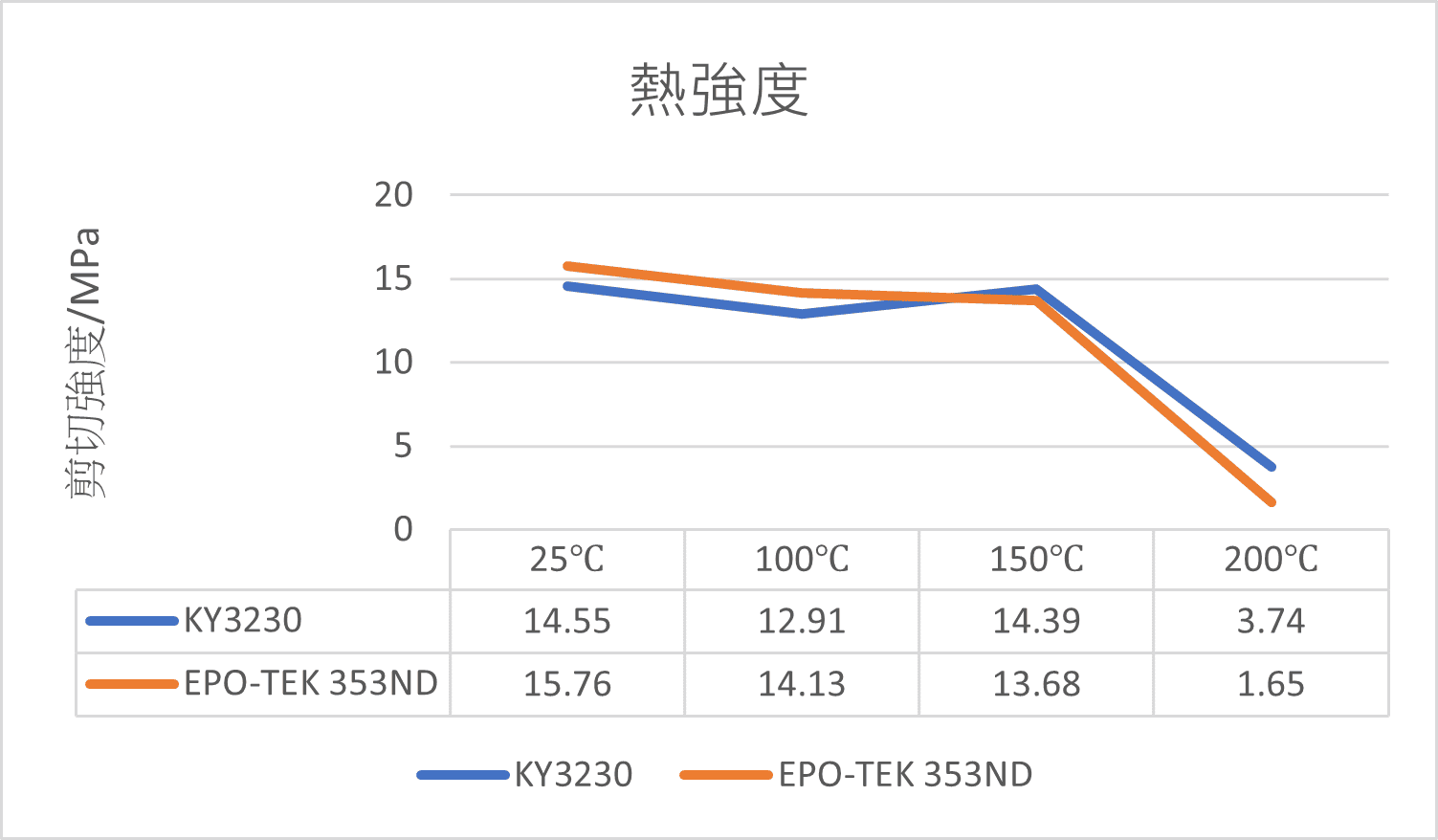
熱老化比較
3230經過250℃ 48HRS熱老化強度,150℃和200℃後剪切強度稍高於EPO-TEK 353ND。
TDS對比
由 TDS 對比結果顯示,下表數據表明兩種材料在主要性能指標上具有高度相似性,其 TG(玻璃轉化溫度)及 CTE(熱膨脹係數)表現基本一致。
| 型號 | 混合黏度 / cp | 儲存時間 | 固化建議 | Tg / °C | 在線使用時間 / H | 固化後建議使用溫度 / °C | 混合比例 | CTE / K-1 |
|---|---|---|---|---|---|---|---|---|
| 3230 | 1500 ~ 4500 | 室溫 / 12 個月 | 120°C / 5 min | 100 | 3.5 ~ 4 | -55 ~ 250 | 10 : 01 | < Tg:60 × 10-6 > Tg:200 × 10-6 |
| 353ND | 3000 ~ 5000 | 室溫 / 12 個月 | 150°C / 1 H | ≥ 90 | ≤ 3 | < 350 | 10 : 01 | < Tg:54 × 10-6 > Tg:260 × 10-6 |
3230來料測試
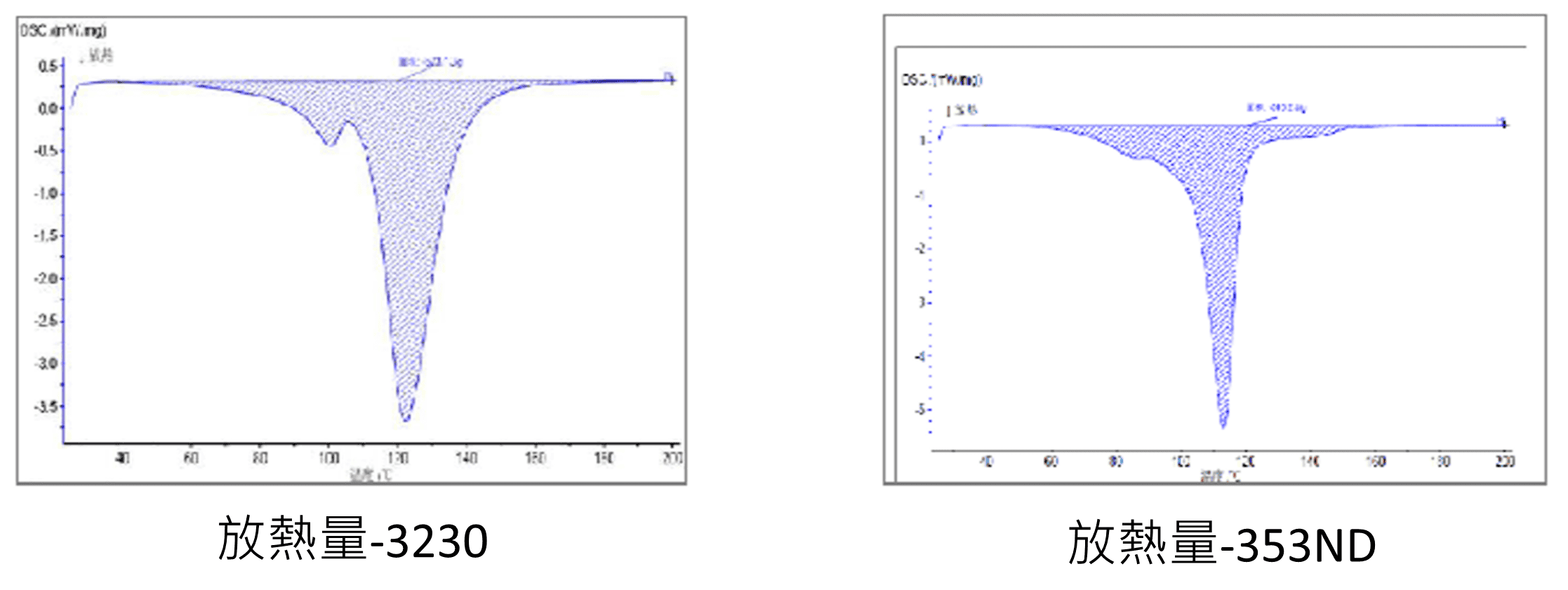
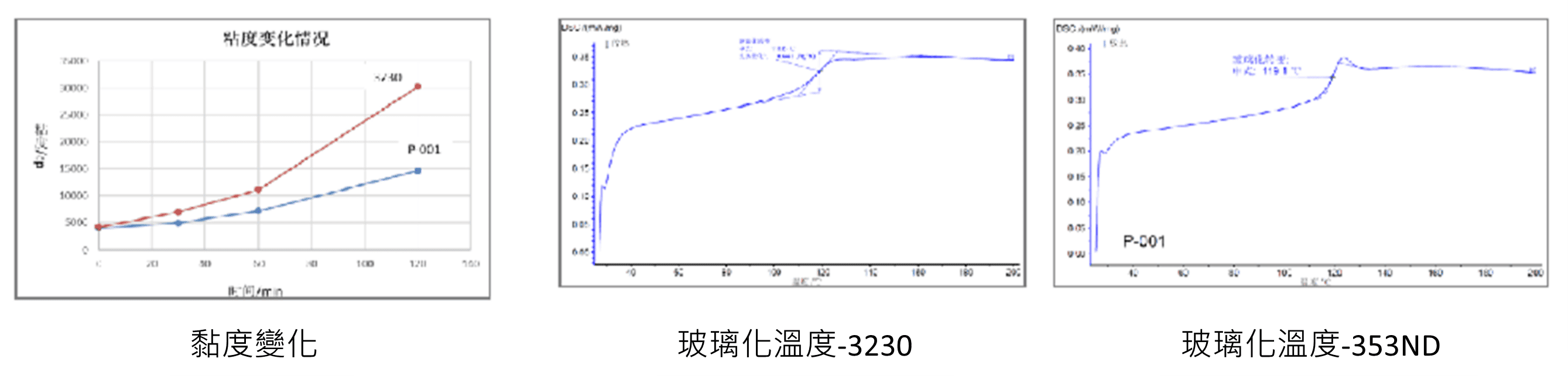
DSC 放熱量測試
從膠水每單位的放熱量來看,兩者基本一致表示它們的單體配方應該很相似。
黏度和玻璃化溫度測試
兩款膠水的初始值黏度相近,在60秒內黏度變化緩慢,3230在60秒後變化變大,遠大於353ND。從相同條件固化後的玻璃溫度上,兩者相近,後期均能在高溫下保持最佳膠水性能。
| 型號 | 批次 | 混膠時間 | 黏度 (cp) | 固化工藝 | 固化率 (%) | Tg (°C) |
|---|---|---|---|---|---|---|
| 3230 | 2020042401 | 2020.5.13 | 4200 | 150°C / 30 min | 100 | 118.6 |
| 353ND | 80000881001 | 2020.5.13 | 3987 | 150°C / 30 min | 100 | 119.1 |
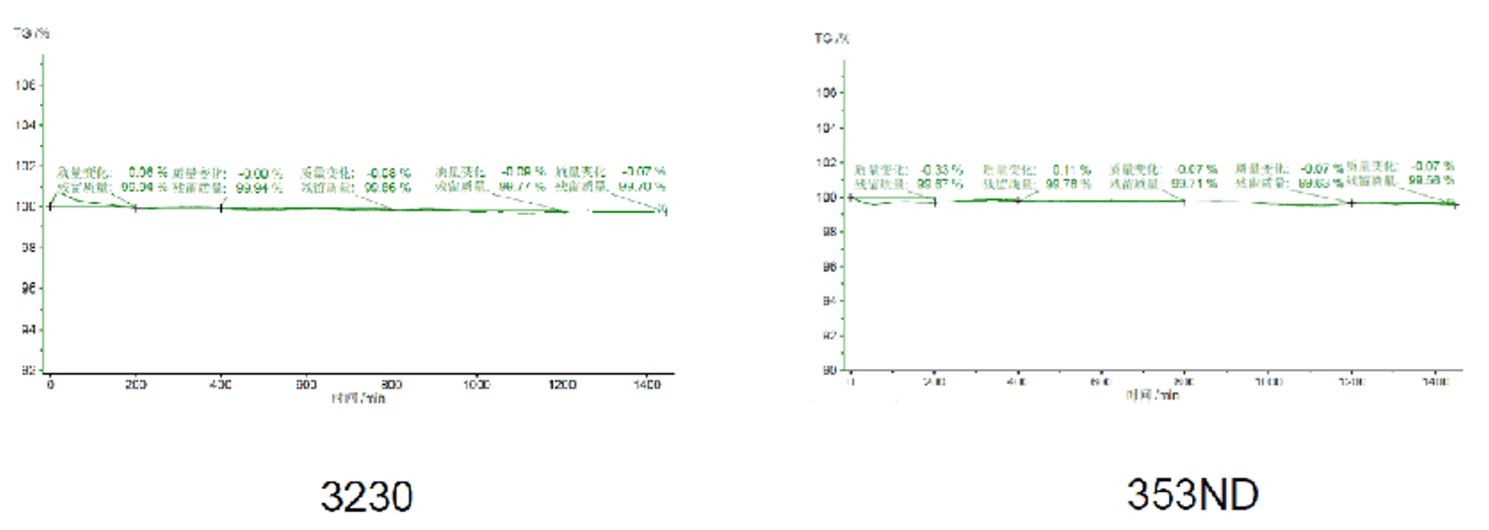
揮發測試
兩款膠水在完全固化後均無揮發
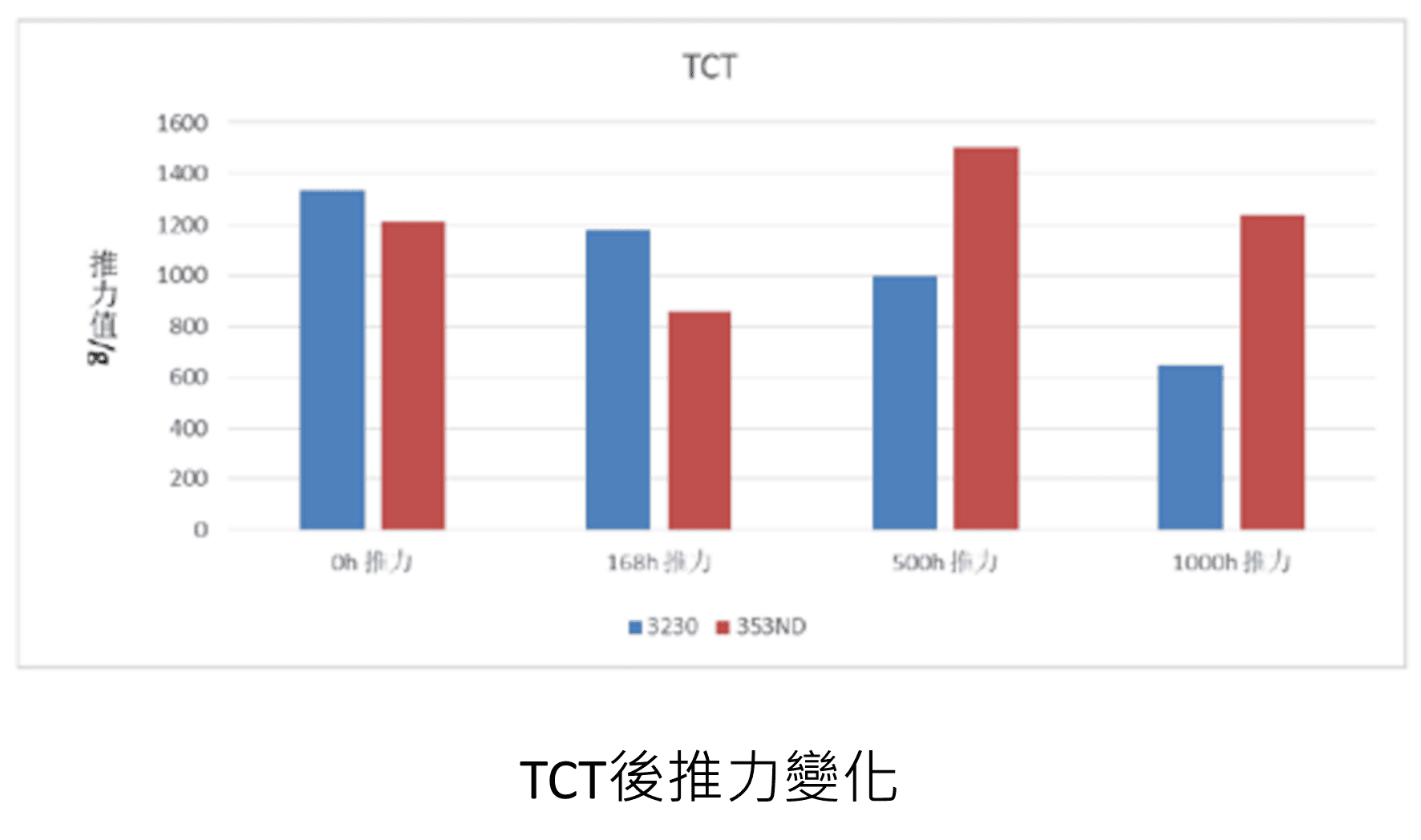
可靠性測試
溫度循環測試(Tempurature Cycling Test,可以簡稱 TCT)後的推力值變化。
TCT結果來看,3230的推力呈現逐漸下降的趨勢,前期推力優於353ND;500小時候353nd推力略高。
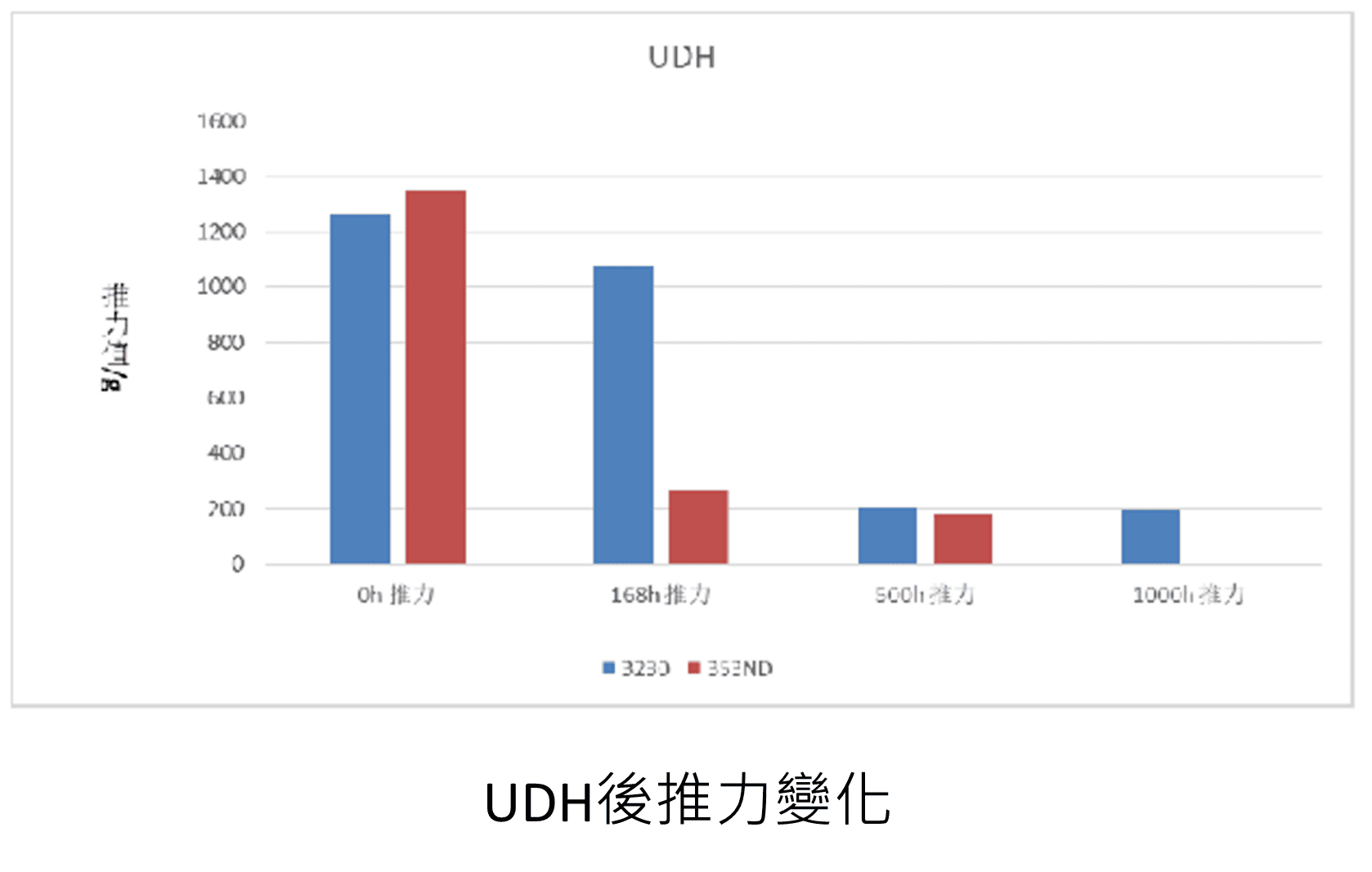
無偏壓高溫高濕測試(Unbiased Damp Heat,可以簡稱UDH)後的推力值變化
UDH 的結果來看,3230的推力在168小時內保持較大的值,隨後出現陡降。353ND推力在168小時內就出現陡降,整體來說3230優於353ND
結論
40G 成品完成 500 小時可靠性驗證,結果良好,且性能與原有 353ND 基本一致,揮發性能符合要求。